透明玻璃材料由于自身独特的性质,被广泛应用于消费电子、医疗器械、汽车工业等领域,进而引起市场对于高质量、高效率、数字化的玻璃加工技术的不断追求。在这一进程中,激光加工的技术优势在透明玻璃材料加工领域的工业化应用日益突显。与此同时,各类激光器和激光加工设备得到快速装备。
现今市场中常见的玻璃激光切割材料加工方法分为:CO2激光器加热裂片、超快激光成丝切割、纳秒和皮秒激光去除材料加工。
一、CO2激光器加热裂片
利用玻璃材料在远红外波段(10.6 µm)的高吸收效率,相对于传统的机械或水射流加工方法,CO2激光为玻璃加工提供了一种高质量、高效率(加工速度快)、经济型(易于获得高激光功率)的激光加工手段。然而,由于其表面划线加热裂片加工机理的限制,CO2激光玻璃加工多局限于线性切割,而难于在加工复杂图形中体现出固有的优势。

图1 CO2激光热应力裂片加工
二、超快激光成丝切割
近年来出现了一种新型的激光透明玻璃材料加工方法-激光成丝(Laser Filamentation)切割。当超快激光强脉冲被聚焦在透明玻璃材料中,超快脉冲在玻璃材料内部出现自聚焦现象,形成高能量密度自传输通道,称之为“成丝“ (Filamentation)。

图2 超快激光自聚焦现象
当激光脉冲的强度高于透明玻璃材料的损伤阈值时,激光成丝在玻璃内部产生出一条数十微米量级的高深宽比“破坏”通道,通过控制光束与样品的相对位置,便可实现在玻璃材料中的特定破裂几何轨迹。最终通过切割部分自行从基底脱落或辅助开裂的方式实现最终的样品切割。激光成丝切割的技术新颖性吸引了市场的极大关注,且优势非常明显——切割速度快、几乎不产生碎屑、样品边缘强度高。
然而,在15 mm以下尺寸的小孔或片状玻璃材料的加工中,激光成丝切割后的样品往往会出现很难顺利脱离基底的现象。其次,激光成丝加工对激光光源的脉冲强度均匀性,光束在介质中传播的稳定性,等离子体散焦的调控等都有很高的要求,使得超快激光成丝工业应用设备成本相对比较高。
三、纳秒和皮秒激光去除材料加工
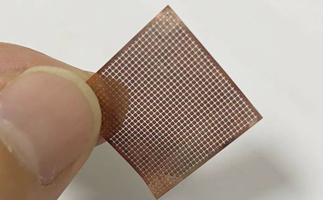
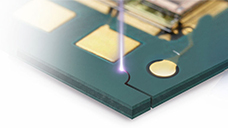
利用激光去除材料(Laser Ablation)是另外一类应用于透明玻璃材料的激光加工方法。与CO2激光器在玻璃表面加热划线和超短脉冲玻璃内部成丝裂片不同,激光去除材料主要基于单个激光脉冲对基底材料的逐点作用以及激光焦点按照预定设计路径在空间中的快速扫描移动实现材料去除。普遍采用的激光器为小于10 ns脉冲宽度的高重频纳秒绿光激光器。这种方法更具灵活性,能够对各种玻璃材料进行逐点、逐层选择性的高可控性材料去除,可以被视为一种具有高精准度、高效的“数字化”(digital)“激光玻璃”切削型加工技术。图3为绿光激光玻璃加工样品。

图3 高重频、纳秒激光玻璃材料加工:方形孔和台阶孔
高重频、纳秒绿光激光脉冲对玻璃材料的去除机理并非常规的材料热熔化后被辅助气体排出或气化,而是主要源于激光脉冲诱导的局部热应力梯度所导致的有限空间范围内的材料崩裂。根据估算,典型情况下,这样的加工中一个激光脉冲去除玻璃材料的量大约只有几十纳克或更小,其所对应玻璃颗粒的大小约为二三十微米至几微米。以普通钠钙玻璃为例,单位激光脉冲能量下的材料去除可以达到150 µm3/µJ。目前,相对于0.5 mm厚的钠钙玻璃,有报道的最大线切割速度能够达到25-30 mm/s,随着加工工艺的改进有望进一步提高。需要注意的是,固体绿光激光器在这一应用中存在一定的劣势,为了保证小于10 ns的脉冲宽度,固体激光很难达到重复频率高于150 kHz,这就很大程度上影响了对于切割速度的追求。而光纤激光器具有相对优势,可以调节到300 kHz或500 kHz的重复频率,同时保证脉冲宽度不改变。图4为高重频、纳秒绿光激光玻璃加工示意图。

图4 高重频、纳秒绿光激光玻璃加工示意图
由于纳秒激光去除材料技术加工机理的特点,在加工过程中通常带有一定尺寸的切割槽宽度以及切割边缘存在不规则的崩边(chipping)现象。通常情况下,通过调控脉冲能量、脉冲宽度、脉冲重复频率、光束扫描路径等因素,纳秒绿光加工透明玻璃材料可以控制在100 µm左右。特殊情况下,如超薄玻璃和相对小尺寸加工,最大崩边可以控制在50 µm – 80 µm之间。图5为典型的绿光纳秒激光器打孔结果。

图5 纳秒绿光玻璃打孔:玻璃厚度3.2 mm,孔径1 mm,打孔速度1秒/孔,崩边~100 µm,近乎0°锥度
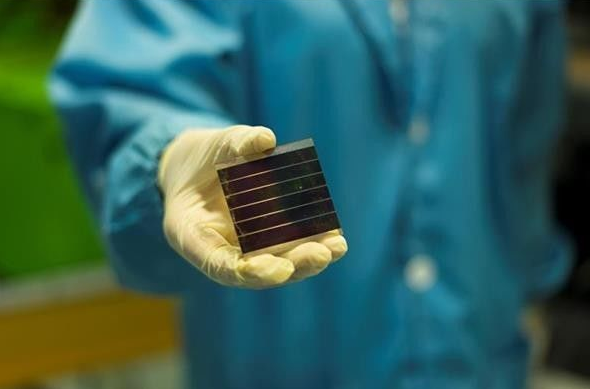
对于蓝宝石或玻璃的精密加工,有时崩边尺寸要求很高(<20 µm),这时皮秒红外激光或皮秒绿光便可用于激光去除玻璃材料。依靠“冷”加工过程,皮秒激光加工可以大幅度提高透明玻璃材料加工的精细度和功能性。在传统的金属类材料加工中,为有效抑制热影响区(HAZ)、保证材料去除率等因素的考虑,小于10 ps的脉冲宽度被应用于材料加工领域成为广泛共识。对于透明玻璃材料加工,利用50 ps脉冲宽度的皮秒激光也可以得到较小崩边<20 µm的加工质量和较高的加工速度,很好的平衡了加工质量、速度和成本上的取舍,如图6所示。

图6 皮秒光纤激光(50 ps)蓝宝石加工