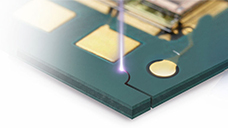
SiC 器件的制造方法与传统的硅微电子技术相同:在单个晶片上制作大量单独的集成电路,然后将其单晶切割为单个芯片,这些芯片随后准备好用于封装。
在切割脆性 SiC 晶片时,必须减少或完全消除机械锯切的边缘崩裂现象。单晶切割还应将材料的机械变化降至最低。同时还应优先考虑最大限度地减小切口宽度,以限制“空间”尺寸(即相邻电路之间的空白区域),从而最大限度地增加每个晶片上的芯片数量。
工程师必须权衡这些因素与切割速度、产量和其他影响成本的决定因素。使用消耗品,例如切割过程中使用冷却剂和清洗液等,也需要纳入考量。
皮秒和飞秒脉冲宽度范围内的超短脉冲激光器可用于多种不同材料的高精度切割和烧蚀,包括坚硬、透明和/或脆性材料。使用超短脉冲宽度进行加工的好处包括:材料的整体加热最小,热影响区 (HAZ) 可忽略不计。与其他类型的激光器相比,这些光源还能提高边缘质量,减少碎屑产生。
大多数皮秒激光器的红外输出均可通过倍频来提供可见绿光或紫外光,而紫外波长通常用于要求苛刻的应用。在这一光带工作的光源通常可以实现较小的焦点光斑尺寸,并在给定光斑尺寸下增加焦点深度或瑞利范围。
这些特性使紫外皮秒激光器成为生产高纵横比特征和更薄切口宽度的首选,因为能实现更精确的深度控制。此外,较大的焦点深度使这些光源更容易应用于宽视场振镜扫描系统。紫外光的穿透力有限,可进一步减少热影响区 (HAZ)。
2、分析实验的详细配置
不过,在任何环境下,利用短脉宽和短波长实现更高的产量都十分困难。为了确保 SiC 单晶切割结果的可重复性,必须对不同的系统设计和参数进行试验。MKS/Spectra-Physics 进行了一系列切割试验,以评估紫外皮秒激光器的优势前景,例如更小的焦点光斑尺寸和更大的焦点深度。这些试验还力求实现更大的加工便利性,和更小的热影响区 (HAZ) 。最后,除了衡量这一工艺的技术和经济可行性外,这些试验还旨在研究各种脉冲串设置可能对结果产生的影响。
在第一轮试验中,使用 50 W、355 nm 皮秒激光器对 340 µm 厚的 4H-SiC 晶片样品进行了加工。这台激光器的最大脉冲能量大于 60µJ,在 750 kHz 至 1.25 MHz 的重复频率下提供的平均功率为 50 W。其最高工作频率可达 10 MHz。在 200 至 400 kHz 的重复频率下进行测试,以确保所有脉冲输出格式保持相似的脉冲能量和平均功率水平,从而能够直接比较结果。
皮秒激光器与双轴振镜扫描仪和 330 mm 焦距 f-theta 物镜配套使用。工作面上的焦点光斑尺寸约为 30 µm(1/e2直径)。扫描仪的运行速度范围在 2 至 4 m/s 之间,每次划线均采用多程次扫描,净切割速度在 12.5 至 25 mm/s 之间。
这些测试中使用的激光器支持脉冲串:激光器发射一系列间隔很近的子脉冲串,相隔一个时间间隔后,再发出下一个脉冲串序列。实践已经充分证明,在许多材料加工情况下,脉冲串可以提高烧蚀率并降低表面粗糙度。

此外,测试中使用的激光器支持可编程脉冲串。这意味着脉冲串中的脉冲数以及脉冲串中每个脉冲的振幅和时间间隔都是可控的。此外,脉冲串的定时时间抖动很低,即使在扫描速度很快的情况下,也能够以高精度直接放置定位在工作面上。这些灵活的脉冲能力使我们能够在测试过程中探索广阔的工艺空间。
3、结果分析
下面图 2 显示了从单脉冲到 12 脉冲的各种脉冲串配置下,划线深度值与平均激光功率的函数关系。在每次测试中,在材料的同一位置上总共划线 80 次。每个脉冲串在工作面上的位置(总脉冲重叠)都受到严格控制。在这种情况下,脉冲的有效空间重叠率约为 84%。

图 2. 图中显示了单脉冲(a,上图)和各种脉冲串配置(b-d,中图和下图)下,以 25 mm/s 的速度通过四次划线深度与功率的函数关系。数据显示了脉冲串如何提高烧蚀率。
这些结果表明,脉冲串的使用大大提高了烧蚀率。这一结果在意料之中,而且与在其他材料中使用皮秒激光脉冲串加工的结果一致。同样,烧蚀阈值随着每个脉冲串中所含脉冲数的增加而降低(基本上呈对数降低)。这表明许多材料在多脉冲辐照下通常会出现“累积”现象。
3D 和 2D 表面形貌工具均用于精确测量划线深度和边缘质量。使用扫描白光干涉仪获得的图像进一步显示了划线的细节(图 3)。由于表面光滑且无碎屑,皮秒紫外激光器还实现了另一个预期结果:高质量切割。

图 3. 通过扫描白光干涉仪获得的划线结果证实,皮秒紫外激光能够进行干净、无碎屑的切割。
从下面图 4 中可以得出对划线的进一步定性评估。单幅图像显示了一系列 25 µm 深的凹槽,这些凹槽是通过 1 脉冲、4 脉冲、8 脉冲和 12 脉冲串依次产生的。平均功率根据需要进行调整,以获得每种情况下的最佳效果。上排的四幅图像聚焦在晶片的顶部表面。下排的四幅图像聚焦在刻线的底面。图 4e-h 显示了切割质量与每个脉冲串中脉冲数的函数关系的清晰对比和进展。

图 4. 25-µm 深凹槽顶部(下图,a-d)和底部 (e-h) 的特写图片。随着脉冲串中脉冲数的增加,不同数值的凹槽显示出切割质量在稳步提高。
划线周围的变色表明表面或基体材料发生了变化,随着脉冲数的增加,这种变色会逐渐消失。脉冲数越高,进料速率越快,效果也越好。这表明该工艺可以同时保证充足的产量和良好的质量。
下面图 5 展示了一系列划线底面的高倍放大图,所有划线都是在平均功率为 16 W、净加工速度为 25 mm/s 的相同激光工作条件下完成的。在不同的脉冲值下,每种条件下的划线深度范围从 8 到 25 µm 不等。这种更高分辨率的视图凸显了平滑度随着脉冲数的增加而改善。在平均功率和总体加工速度不变的情况下,调整脉冲输出可使划线深度增加三倍。

图 5. 使用皮秒紫外激光器加工可获得极佳的边缘/表面质量,从而凸显更高脉冲计数串的优势 (a-d)4、完善技术
在从理论到实践的推进过程中,应用紫外皮秒激光划线 SiC 晶片的潜力体现在利用脉冲串输出来改善加工质量和提高加工速度的能力上。还需要进一步探索,以衡量和评估完整切割 340 µm 晶片的参数和结果。
与此同时,我们正在研究如何将传统上用于硅晶片划线的机械锯用于SiC。已发表的结果表明,这种方法仍然存在进料速率有限的问题,而且会产生大量碎屑,例如在大于10 µm 的芯片中。
尽管如此,机械锯切仍是半导体行业中常用的方法,任何替代技术都需要在产量、成品率和运营成本方面展现出巨大优势,获得了业界的认可。尽管所获得的紫外皮秒结果在完整切割方面还需要进一步提升,但是成为备选技术后才可能进一步获得持续改进。
来源:MKS / PHOTONICS spectra