随着消费电子产业需求量大幅增加,产品小型化、快速化及零件价格高昂,传统加工方式已经无法满足客户对精度和良率的更高的要求,激光切割技术应运而生。伴随着紫外激光器的逐渐成熟,且稳定度增加,激光加工产业已从红外激光转向紫外激光。同时,也因为紫外激光器的应用越来越普及,使得激光应用迈向更广阔的领域。
激光经过聚焦后照射到材料上,使被切割材料温度急速升高,然后使之熔化或汽化。随着激光与被切割材料的相对运动,在切割材料上形成切缝从而达到切割的目的。传统二氧化碳(CO2)激光切割由于光斑大、热影响范围大、切边不平滑、发黑,因此主要用于木材、布料、塑料及较厚的金属材料加工,而且热效应较大。在切割更精密的材料时通常选择紫外激光作为切割光源,与YAG和CO2激光通过热效应来切割不同,紫外激光直接破坏被加工材料的化学键,从而达到切割目的, 这是一个“冷”过程,热影响区域小;另外紫外激光的波长短、能量集中,切缝宽度小,因此在精密切割和微加工领域具有广泛的应用。
激光切割的切缝宽度同光束模式、偏振性和聚焦后光斑直径有直接的关系。实际切割中采用TEM00模,圆偏振,但激光的模式通常都并非理想的基模,当功率增大或者使用时间过长时会产生变化。光斑直径是指光强降落到中心值的1/e2的点所确定的范围,这个范围内包含了光束能量的86.5%,理想情况下直径范围内的激光可以实现切割,范围外的不与材料发生作用,则切缝宽度等于光斑直径。但实际中由于材料的导热性、熔点、沸点等参数的不同,以及激光功率的变化,切缝宽度是不等于光斑直径的,它们的关系要依据激光能量的输入和材料性质而定。但在绝大多数情况下,切缝宽度是略大于光斑直径,减小光斑直径,就减小了切缝的宽度。
在激光切割中,聚焦后的光斑直径当然是越小越好,这样切缝宽度就会越小,相同的条件下就可以使晶圆做到更高的集成度。设激光的束腰半径为ω0,光束质量因子为M2,激光波长为λ,聚焦镜焦距为f,扩束镜准直倍率为A,由激光原理可得激光经过扩束镜后和聚焦镜后,束腰半径和焦深分别为:

式中激光的波长λ和光束质量因子M2由激光器来决定,可以选择短波长和较小M2的激光器来减小光斑尺寸,另一方面通过减小聚焦镜的焦距和调整扩束镜倍数来得到较小的光斑尺寸。但是减小聚焦镜焦距的同时焦深会缩短,不过在划片切割时并不需要太大的焦深,只有当穿透切割较厚的晶圆时需要考虑焦深的问题,因此要根据实际要求合理地选择聚焦镜焦距和扩束镜倍数。因此紫外激光可达到更小的光斑(几个微米),切割道更窄、热影响范围小、切边平滑,且因为脉冲能量高,可对物体进行离子化式切割,故可切割高反射材料。
激光的工作模式有两种,第一种为被加工物放置在XY运动平台上,激光聚焦后直接加工;第二种为被加工物加工时不移动,激光通过振镜移动,在被加工物表面进行加工。如图1所示,图1(a)因为可采用焦距较短的聚焦镜,因此可达到较小的光斑直径;图1(b)因为振镜的运动速度较平台的移动速度快,搭配XY移动平台,搭配切割图檔分图的技术,可将激光应用范围由打标拓展出更广的应用,但由于紫外激光的光斑较小,因此在振镜及平台的精度控制需要达到微米级的要求。


元禄光电一直致力于精密激光切割领域,结合精密控制与激光加工工艺发展多种精密切割设备,经过多年发展,具有多项专利技术及各式精密激光加工设备。下文将针对紫外激光切割机在工业上的应用做一简单介绍。
紫外激光晶圆切割
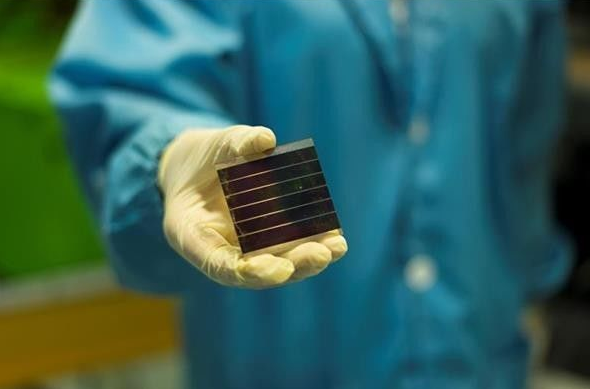
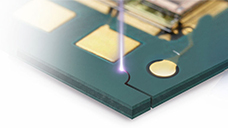
蓝宝石基板表面坚硬,一般刀轮很难对其进行切割,且磨耗大,良率低,切割道更大于30 μm,不仅降低了使用面积,而且减少了产品的产量。在蓝白光LED产业的推动下,蓝宝石基板晶圆切割的需求量大增,对提高生产率、成品合格率提出了更高的要求。元禄光电经过多年大力研发激光晶圆切割机,现可获得更窄的切割光斑,精准的定位及高速度的切割,可为市场上提供更多的选择。效果图见图2。

紫外激光陶瓷切割
陶瓷在人类历史中一直占据重要的角色,从日用品、装饰用品到工业应用,都可看到它的足迹。上个世纪电子陶瓷应用逐渐成熟,应用范围更广,例如散热基板、压电材料、电阻、半导体应用、生物应用等,除了传统的陶瓷加工工艺外,陶瓷加工也因应用种类的增加,进而进入了激光加工领域。按照陶瓷的材料种类可分为功能陶瓷、结构陶瓷及生物陶瓷。可用于加工陶瓷的激光有CO2激光、YAG激光、绿光激光等,但是随着元器件逐渐小型化,例如陶瓷电阻由0204的尺寸缩小到01005,以及YAG激光或光纤激光加工已经无法满足其要求,因此紫外激光加工成为必要的加工方式,他可对多类陶瓷进行加工。CO2激光加工与紫外激光加工的陶瓷切割效果对比图见图3。

紫外激光玻璃切割
除了上述的应用外,紫外激光的应用在智能型手机崛起的带动下,也逐渐有了发展的空间。过去因为手机的功能不多,而且激光加工的成本高昂,激光加工在手机的市场中占有的地位并不多,但是现在智能型手机的功能多,整合性高,在有限的空间内要整合数十种的传感器及上百个功能器件,且组件成本高,因此对于精度、良率及加工要求均大大增加,紫外激光在手机产业发展出多种应用。
手机玻璃的主要应用分为两部份:手机面板玻璃和ITO玻璃。现在手机玻璃仍是采用传统机械加工方式,随着玻璃的厚度越来越薄,表面强度越来越高,机械加工逐渐产生瓶颈,而激光加工对于薄玻璃的处理较机械加工有优势,除了加工速度快,非接触加工,对玻璃表面不产生机械应力,木森科技在玻璃加工投入大量研发,可加工主流玻璃厂的高强化玻璃,可在中国及台湾两地同时进行开发工艺,缩短开发时程,见图4、5。

紫外激光ITO干蚀刻
智能型手机的最大特色就是触屏的功能,电容式触摸屏可以做到多点触控,对应电阻式触摸屏,其寿命更长、反应更快,因此电容式触摸屏已成为智能型手机选择的主流。图6为紫外激光蚀刻ITO线路。

过去ITO线路的蚀刻采用的方式为湿蚀刻的方式,采用黄光制程制作线路,再经由蚀刻液去除表面的ITO膜形成线路,不但耗时且造成污染。采用紫外激光切割具有下列特点:
1) 品质佳:采用国际先进技术的紫外雷射器,具有光束质量好、聚焦光斑小、功率分布均匀、热效应小、切缝宽度小、切割品质高等优点;
2) 精度高:配合高精度的振镜和平台,精度控制在微米量级;
3)无污染:以激光将ITO移除,无化学药剂,对环境无污染,对操作人员无危害,环保安全;
4) 速度快 :直接将CAD图形加载后即可作业,不须曝光显影等制程,免除光罩制作费用及时间,加快开发速度;
5) 低成本:不需要黄光及湿制程设备,较原有湿制程生产线降低超过30%建置成本,生产过程无其他耗材,降低生产成本。
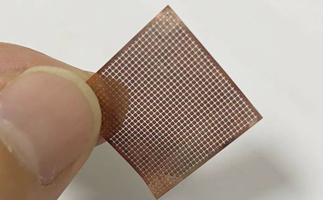
紫外激光线路板切割
线路板采用激光进行切割最早是用于柔性线路板切割,因为线路板的种类繁多,早期加工均采用模具成型,但是模具的制作费用高昂且制作周期长,因此采用紫外激光加工可以免去模具制作的成本及周期,大幅度提升样品制作的时间。但是由于过去紫外激光的功率低及价格高昂,用于印刷线路板的应用较少,同时印刷线路板的制作精度要求不高,因此紫外激光在印刷线路板的加工一直无法突破。
元禄光电自成立以来致力发展紫外激光线路板切割机,解决了紫外激光无法应用于印刷线路板切割的瓶颈,速度快,精度高,切割边缘非常平滑及极小的热影响区,并大幅度提高客户良率,使印刷线路板加工成本大大降低。效果图见图7。

21世纪是光的时代,激光应用随着光学系统及激光器的发展一日千里,紫外激光已从过去的价格高昂,研究单位才用的状况发展至今,已可以实现到工业化应用。紫外激光未来的发展前景十分可观。
推荐产品:微精密紫外激光切割机 http://www.whlasers.com/index.php/Index/productDetail/id/25.html