蓝宝石是一种集优良光学性能、物化学性能于一体的多功能材料,其具有高硬度、高熔点以及良好化学稳定性等特点,在紫外波段具有良好的透光率,是重要的光学元件,被广泛应用于民用、国防和科研等领域。由于蓝宝石属于硬脆材料,在传统机械加工过程中容易出现裂纹、崩边等现象。又因为蓝宝石化学稳定性较好,使得化学加工方法对其难以加工。激光加工具有非接触、应用范围广、灵活度高等特点,适用于硬脆性材料的加工。目前,采用高能激光束加工蓝宝石的方法主要有超短脉冲激光加工、纳秒脉冲紫外激光加工、激光诱导等离子体加工、激光诱导背部湿法加工以及选择性湿法加工。其中,激光诱导等离子体刻蚀原理和激光诱导背部湿法刻蚀原理相似,前者以金属固体靶材作为吸收介质,而后者以液体溶剂作为吸收介质。皮秒、飞秒超短脉冲激光加工蓝宝石热影响区较小,但光子能量损失大,材料去除率低,加工设备成本较高。紫外激光加工蓝宝石,激光功率较低且焦深较短,蓝宝石去除率较低。选择性湿法刻蚀是将飞秒激光聚焦照射和化学刻蚀技术相结合,材料去除率仍然较低。普通红外激光器成本低,输出稳定,但是蓝宝石对其发出的激光束吸收率非常低。ZHOU等人在蓝宝石背面涂厚度0.1mm黑漆作为吸收层,研究红外纳秒激光诱导蓝宝石背面刻蚀,发现刻蚀率显著增加。YIN等人在蓝宝石表面制作12nm厚金膜,发现激光刻蚀能量阈值降低了大约25%。
为了增加蓝宝石对红外激光的吸收率,本文中提出不同金属氧化物涂层辅助红外激光器正面刻蚀蓝宝石,对6种金属氧化物涂层下的刻槽连续阈值和刻蚀率进行比较分析,研究了激光能量对刻蚀率的影响规律,并分析了不同金属氧化物涂层下刻蚀差异原因以及刻蚀机理。
1. 实验
1.1 实验设备和实验材料
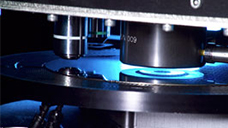
实验装置如图 1所示。激光系统采用型号为ML-MU-W20H的红外光纤激光器,波长为1064nm,输出功率为20W,脉宽为100ns,光斑直径为30μm,重复频率为20kHz~200kHz,扫描速率为1mm/s~1000mm/s。为了避免在激光作用下蓝宝石背面与接触材料发生作用,影响刻蚀效果,所以将蓝宝石试样呈悬空放置。实验材料选用c-0001面且双面抛光的蓝宝石基片,其尺寸为14mm×1mm(直径厚度)。金属氧化物分别为TiO2,ZrO2,CuO,ZnO,Cr2O3以及Fe2O3,纯度达到98%,颗粒直径约为1μm~3μm,其熔沸点如表 1所示。实验前需要对蓝宝石基片进行预处理,将蓝宝石基片分别放入去离子水和无水乙醇中超声波清洗5min,然后低温烘干。

Figure 1. Experimental platform of metal oxide coating assisted laser etching of sapphire
Table 1. Melting and boiling points of six metal oxides
| 显示表格
1.2 实验方法
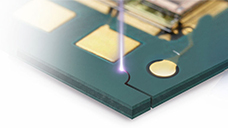
先配置金属氧化物涂层,其中骨料约为48%,水性粘结剂聚酰胺-酰亚胺约为19%,稀释剂为水,将涂层均匀涂抹在蓝宝石表面上,然后将涂层烘干,测得涂层厚度约为0.3mm。激光参量为:重复频率20kHz,扫描速率5mm/s,直线扫描1次,离焦量0mm。图 2为金属氧化物涂层辅助激光刻蚀蓝宝石的原理示意图。为了便于计算刻蚀率,将刻槽剖面简化为三角形,则刻蚀率为剖面积与扫描速度的乘积。

Figure 2. Schematic diagram of metal oxide coating assisted laser etching of sapphire
2. 结果与分析
2.1 不同金属氧化物涂层对刻槽阈值的影响
图 3为不同激光能量下6种涂层的刻槽形貌。从图中可以看出,当激光能量为8.5J/cm2时,TiO2涂层为连续性刻槽,刻槽边缘重凝物较多;当激光能量为14.1J/cm2时,Fe2O3涂层为连续性刻槽,刻槽宽度较小;当激光能量为31.1J/cm2时,ZnO涂层为连续性刻槽,刻槽宽度较为整齐;当激光能量为36.8J/cm2时,CuO涂层为连续性刻槽,刻槽宽度不一致;当激光能量为45.3J/cm2时,Cr2O3和ZrO2涂层均为连续性刻槽,刻槽宽度较大但重凝现象较为明显。

Figure 3. Groove morphology of six coatings under different laser energy
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3
图 4为6种涂层的刻槽阈值,此刻槽阈值为刻槽连续时的阈值。从图中可以看出,TiO2涂层刻槽连续时的阈值较低,这是由于TiO2涂层有着较高的吸收激光能力以及与蓝宝石相近的熔沸点。Cr2O3和ZrO2涂层刻槽连续时的阈值较高,这是由于其吸收激光能力一般而熔沸点远高于蓝宝石。刻槽连续时的阈值与涂层的吸收激光能力、热导率以及熔沸点等有关。涂层吸收激光能力越强,热导率越高,传递到蓝宝石表面的能量就越大。由于6种金属氧化物均显示半导体性质,吸收激光能力随着温度升高而增加,而涂层的热导率随温度的升高而降低,所以刻槽连续时的阈值受涂层吸收激光能力影响较大。CuO和Fe2O3涂层的熔沸点低于蓝宝石的熔点;TiO2和ZnO涂层的熔沸点与蓝宝石相近,Cr2O3和ZrO2涂层的熔沸点高于蓝宝石。当熔沸点过低时,激光能量增大,温度上升,涂层熔化汽化过快带走一部分能量,阻碍吸收激光能量过少,从而传递给蓝宝石表面的能量变少。当熔沸点过高时,需要更多的激光能量来熔化,传递给蓝宝石的能量就相对较少。当熔沸点与蓝宝石相近时,涂层与蓝宝石同步熔化汽化,能够将更多激光能量传递给蓝宝石。

Figure 4. Threshold of grooves for six coatings
2.2 激光能量对刻蚀率的影响
图 5为激光能量45.3J/cm2,77.8J/cm2以及120.2J/cm2时,TiO2,ZrO2和CuO涂层刻槽的3维形貌,图中纵坐标之差为刻槽较低点(较大深度)与至高点(重凝物至高处)的距离,而本文中的刻槽深度以及相关计算均取平均刻槽深度。从图中可以看出,刻槽宽度随着激光能量的增大而增大,刻槽深度随着激光能量的增大先增大后减小。当激光能量为45.3J/cm2时,3种涂层的宽度较小,刻槽中间有少量重凝物。当激光能量为77.8J/cm2时,刻槽宽度和深度进一步增大,刻槽中间重凝物进一步减少。当激光能量为120.2J/cm2时,刻槽宽度继续增大而深度大幅度降低,且刻槽底部中间有较多重凝物。

Figure 5. 3-D morphology of the grooves of the three coatings at different laser energy
a—TiO2 b—ZrO2 c—CuO
图 6为TiO2,ZrO2以及CuO涂层的刻蚀率随激光能量变化的规律。从图中可以看出,随着激光能量的增加,3种涂层的刻蚀率均先增加后减小。当激光能量为14.1/cm2~28.2/cm2时,刻蚀率增加缓慢且较低,这是由于传递到蓝宝石的能量较低,蓝宝石表面大多处于熔融状态,只有少量的蓝宝石气化。当激光能量为28.2/cm2~77.8/cm2时,刻蚀率增大较快,这是由于3种金属氧化物涂层均显示半导体性质,温度上升,杂质中的电子吸收光子跃迁到导带中形成的自由载流子的浓度迅速增加,其与红外激光光子能量匹配的能级增多,吸收激光能力增强,从而传递到蓝宝石表面的能量较多。当激光能量为77.8/cm2~141.4/cm2时,刻蚀率有所降低,这是由于随着激光能量增大,刻槽宽度大幅度增大,更多的蓝宝石被熔化处于熔融状态,而吸收的能量不足以使处于熔融状态的蓝宝石全部气化,导致剩余的蓝宝石在刻槽中间重新凝固,使得刻槽深度大幅度降低。

Figure 6. Etching rate of three coatings varies with laser energy
2.3 不同金属氧化物涂层对刻蚀率的影响
图 7和图 8为相同激光能量时(77.8J/cm2)6种涂层的刻槽形貌和3维形貌。从图中可以看出,TiO2, Cr2O3以及Fe2O3的刻槽宽度较大且相近,其次是CuO,ZrO2和ZnO涂层。TiO2和ZnO涂层的刻槽深度较大,其次是CuO和Fe2O3涂层,ZrO2和Cr2O3涂层的刻槽深度较小。TiO2和ZnO涂层的刻槽中间有较少的重凝物,其余4种涂层的刻槽中间及边缘重凝物相对较多。

Figure 7. Groove morphology of six coatings when the laser energy is 77.8J/cm2
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3

Figure 8. 3-D morphology of grooves of six coatings when the laser energy is 77.8J/cm2
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3
图 9为相同激光能量时(77.8J/cm2)6种涂层的刻蚀率。从图可以看出,TiO2涂层的刻蚀率较高,这是由于此激光能量下涂层温度较高,而6种金属氧化物涂层均显示半导体性质,其吸收激光能力随着温度升高而增加,热导率随着温度升高而下降,这样使得在高温下传递到蓝宝石表面能量主要与涂层吸收激光能力有关。从ZHAO等人和HOSAKA等人计算测量的TiO2的反射光谱中可以看出,TiO2对1064nm红外激光的反射率约为18%,吸收率约为82%,高温下的能级杂化,吸收率可达90%以上。同时,TiO2涂层有着与蓝宝石相近的熔沸点,能够将更多能量传递到蓝宝石表面。ZrO2涂层的刻蚀率较低,这是由于其自身吸收激光能力不高而熔沸点远高于蓝宝石,这样使得传递到蓝宝石表面的能量较少,从而刻蚀率相对较低。

图 9 Etching rate of six coatings when the laser energy is 77.8J/cm2
在激光辐射下蓝宝石表面涂层达到一定温度后,开始发生熔化和气化,涂层表面熔化气化导致的液体-气体界面向涂层内部推移,涂层的内部也存在对激光的吸收。在推移的过程中,将大部分的热量传递到蓝宝石表面。当蓝宝石表面温度达到2327K时,则开始熔化,并在3250K温度下保持稳定熔融状态;当温度高于3250K时,则开始气化。
3. 结论
提出了一种新的利用低成本的红外光纤激光器刻蚀蓝宝石的方法,即金属氧化物涂层辅助激光刻蚀蓝宝石,对比分析了不同激光能量下6种金属氧化物涂层辅助激光刻蚀蓝宝石的差异原因以及刻蚀机理。
(1) 6种金属氧化物涂层中,TiO2涂层刻槽连续时的阈值较低;相同激光能量下,TiO2涂层的刻蚀率较高。这是由于TiO2涂层有着较高吸收激光能力以及与蓝宝石相近的熔沸点,从而能够阻碍吸收较多的激光能量,将更多能量传递到蓝宝石表面。
(2) 随着激光能量增大,涂层辅助下的刻蚀率均先增大后减小。这是由于激光能量增大,刻槽宽度增大,熔化的蓝宝石过多,而吸收的能量不足以使处于熔融状态的蓝宝石全部气化,剩余的蓝宝石在刻槽底部重新凝固,使得刻槽深度大幅度降低,从而刻蚀率降低。
注明 文章来源:激光技术网 http://www.jgjs.net.cn/cn/article/doi/10.7510/jgjs.issn.1001-3806.2021.06.014